65Mn弹簧钢淬火与回火
2015-08-13 09:35 点击:
65MN弹簧钢淬火与回火处理
摘要:通过对65MN弹簧钢作为制动弹簧的研究,了解其对热处理加工工艺的要求。要使弹簧钢符合作为制动弹簧的要求,要对65Mn作相关的处理以提高其力学性能。研究表明:当此类弹簧钢进行相关热处理可以增加其屈服强度以及屈服强度比,提高其寿命,达到作为制动弹簧的要求。
关键词:65Mn;等温淬火;回火;制动弹簧;喷丸;应用
一. 对65Mn弹簧钢的了解
1. 65Mn力学性能:如下图
δs/MPa δb/Mpa δ(%) ψ(%) HRC
≥785 ≥980 ≥9 ≥35 21-24
2. 65Mn化学成分:如下图
| 牌号 | C | Si | Mn | P | S | Cr | Ni | Cu |
| 不大于 | ||||||||
| 65Mn | 0.65 | 0.21 | 1.05 | 0.035 | 0.035 | 0.20 | 0.30 | 0.25 |
3.65Mn的临界点
| 临界点 | A1 | A2 | A3 |
| 温度 | 720 | 740 | 270 |
二. 弹簧钢作为制动弹簧的质量要求:
1. 材料
弹簧材料应为Ⅰ、Ⅱ组碳素弹簧钢丝绕制而成。
2. 硬度
经淬火、回火处理的冷卷弹簧,其硬度值在44-52HRC范围内 选取。特殊情况下,其硬度值可扩大选取范围到55HRC。
3. 外观质量要求
弹簧表面应经发黑处理,钢丝表面应光滑,不允许有裂纹、氧化 皮、锈蚀等缺陷;弯钩转弯处不得有伤痕;冷卷弹簧不允许有深度超出材料直径公差之半的个别压痕、凹坑和刮伤。
4. 有工作极限负荷要求的拉伸弹簧在工作极限负荷下不允许有永久变形。
三. 怎样做才能达到要求:
1. 材料的选取:碳素弹簧钢65Mn满足其要求
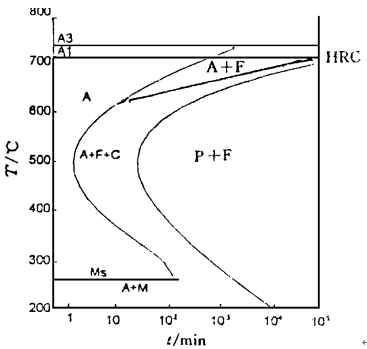
2. 热处理工艺:首先65Mn的等温转变曲线于下图所示:
2-1:对65Mn的淬火处理:
2-1-1:温度的选择:由于65Mn弹簧钢的含碳量为0.63%,属于亚共析钢。对于淬火加热温度的选取,由于A3临界温度为740℃,而亚共析钢的淬火加热温度为t=A3+30~70℃,当选择840℃时,会使钢的氧化脱碳严重奥氏体晶体粗化,淬火后马氏体晶粒粗化,从而降低了钢的硬度,脆性增加。而当选择820℃以下是还有少部分铁素体没有熔化。所以经过综合考虑选择830℃最为合适。
2-1-2:淬火冷却介质的选择:盐浴炉中加热4~5分钟
2-1-3:采用等温淬火的方法进行淬火.因为制动弹簧的表面要求较高,而通过等温淬火可以得到下贝氏体吗,具有良好的综合力学性能,其强度,韧性,硬度都较高,最重要的工件不易开裂。
2-1-4:对等温温度的选择:由于是等温淬火,所以对等温温度的选择应该高于Ms,即温度>270℃,通过查找资料得出高于280℃时,其有关力学性能出现下降情况,所以我认为去280℃比较合适。
总结:经过上述工艺的选择加工,将奥氏体化的样品放入硝盐介质中等温7~10分钟,然后取出空冷.经过加工后的样品力学性能如下图
| 温度 | 抗弯强度 | 硬度 |
| 260 | 5650 | 59 |
| 270 | 5890 | 56 |
| 280 | 6150 | 55 |
| 300 | 5025 | 53 |
注:抗弯强度与挠度可以分别反映强度和塑性,且成正相关。
由图可知力学性能提高,但硬度不满足制动弹簧的要求。故还需进一步处理。
2-2:对65Mn的回火处理:
回火温度和硬度的关系如下:
温度(℃) 150 200 300 400 500 550
硬度(HRC) 61 58 54 47 39 34
由图可知,当回火温度在300~400℃时,可以使弹簧钢的硬度达到制动弹簧的要求。
由教材所提供的资料,钢的力学性能随回火温度变化曲线可知(虽然为含碳量0.82%钢曲线,我认为对于含碳量为0.63%65Mn有类似的性质),此时采用的中温回火可以得到回火托氏体,这时的样品具有较高的屈服强度比,弹性极限和高韧性。
3. 对于弹簧钢的高要求表面质量,我们可以采取应力喷丸处理,消除表面或减轻前面热处理带来的缺陷,大大提高使用寿命和疲劳极限。
四. 结论:通过对65Mn热加工处理可以使其具有作为较好制动弹簧 的条件,而且其性能得到大幅度提高,适用寿命也有较大提高。对其使用范围扩大,对其在汽车方面的应用有加强作用。
- 上一篇:65Mn弹簧钢的应用
- 下一篇:60Si2Mn弹簧钢性能及应用
